Barcode Interpretation for Electrofusion Poly Welding

This morning, we received an urgent call from a customer out on site who wanted to double-check the weld time for a 63mm electrofusion socket. He was surprised to learn that it only takes 65-70 seconds. It’s best to double-check, we say, so off we went to the warehouse to check an EF socket on the shelf. Sure enough, 65 seconds is all it requires.
Of course, this varies for different-sized sockets. So, the best way to check is the barcode of the EF fitting itself, which follows the manufacturer’s recommendation.
Barcode Interpretation for Electrofusion Poly Welding
The barcode has 24 numbers, most of which you can interpret by using an industry-wide method.
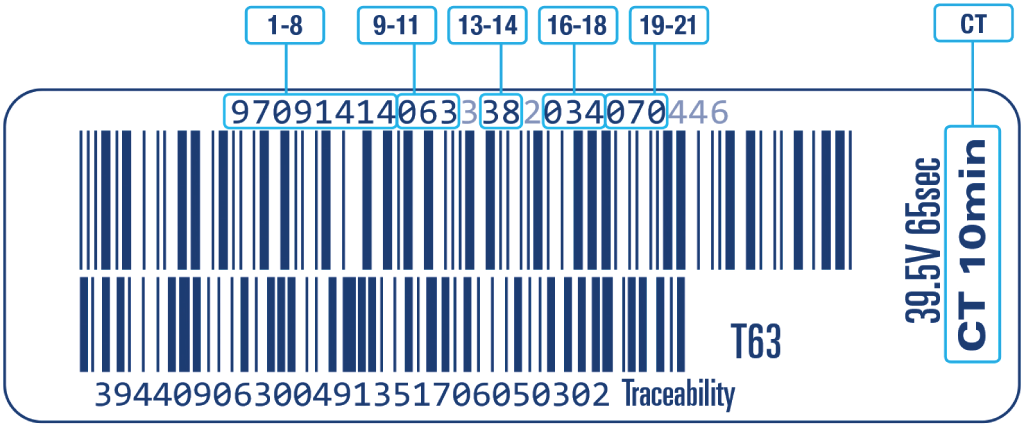
Numbers:
- 1-8 = Manufacturers mark
- 9-11 = Dimension (eg 63mm)
- 13-14 = Fusion current in voltage
- 16-18 = Electrical resistance in OHM
- 19-21 = Fusion time in seconds
- CT = Cooling Time
Click here to see a demonstration of an electrofusion weld and when the barcode is scanned in the welding process. Or call us for a full production information sheet.
The Purpose of a Barcode
In poly welding, you must be strictly follow Electrofusion (EF) welding parameters to ensure a successful joint.
- Manual EF welding is done following strict instructions relevant to the pipe and fitting dimensions and manufactures information, with data entered manually into the control unit.
- Automatic EF welding using a control unit with a barcode scanner ensures the information is 100% correct for that fitting and ensures a fully automated and controlled data entry.
Control units should operate with barcode marked fittings according to ISO 13950, with a maximum output of 48 Volts. Control units should include safety devices to prevent voltages greater than recommended by the manufacturer. The safety device should operate in less than 0.5 sec. The user should check the suitability of the control unit for use with the fitting supplier. (REF: Pipa Recommendations for Electrofusion Welding Specifications)
Looking for an Electrofusion Welding Machine? Shop the range here!